
当前位置:首页 > 产品中心










































高细立磨减速机底座与箱体焊口开裂后如何修复
.jpg)
超大型立磨减速机的结构优化设计及性能分析研究 百度学术
本文主要研究内容和创新性工作: (1)在对国内外各类立磨减速机结构特征及其功能分析的基础上,探索选择确定最适合大型,超大型立磨减速机的锥双行星传动结构,并通过优化传动设 • 维修方便:如果齿轮或轴承需更换时,输 入级小箱体可直接脱开 。 • JLT400和JLP400安装接口尺寸一样,完全 可以互换。 • 共有11个测温点对轴承进行监控。 f该减速机为四级 【最全PPT】立磨减速机的结构及使用维护 百度文库本文是集设计,建模,分析,优化于一体的研究,对立磨行星减速器箱体的设计效率和设计水平的提高具有重要意义 展开 关键词:立磨行星减速器箱体结构优化设计 百度学术箱体底板 上的地脚螺栓孔,与基础底板的地脚孔基本重合,用地脚 螺栓将减速机紧固在立磨基础底板上,同时通过减速机箱 体底板上预钻的定位销孔,与立磨基础底板同钻铰定位销 孔并 立磨减速机的结构及使用维护 PPT 百度文库
.jpg)
减速机焊接箱体制作工艺探讨 道客巴巴
2021年12月10日 — 减速机箱体的焊接制造是未来发展的一种趋势,尤其是对于一些结构简单、负载较大、强度要求较高、批量较小的大型减速机,采用焊接式箱体更为经济和环保 我要询价 产品描述 我公司是从事立磨减速机开发设计 , 制造以及销售的专业厂家。 拥有雄厚的技术实力和加工能力,通过与国内外磨机厂家 配套生产立磨减速机, 获得了丰富的制造经验。 公司拥有从国外引进的齿轮强度设计 MLX (I)系列大功率立磨减速机南京金腾齿轮系统有 重齿公司自八十年代以来就致 力于立磨减速机的研制,至今已 为国内外2000多台立磨的用户提 供了传动装置,也为立磨减速机 的国产化作出了重大贡献。JLXM系列煤立磨减速机介绍 百度文库2018年5月11日 — 近日,由南高齿研制的MLXSS700M双行星立磨减速机成功出厂。 该减速机配套于矿渣磨,设计功率为6800 kW,是公司目前制造的功率最大的M系列立磨齿轮箱。立磨系列化重大进展6800kW双行星立磨减速机成功

立磨减速机的结构及使用维护演示文稿百度文库
箱体底板上 的地脚螺栓孔,与基础底板的地脚孔基本重合,用地脚螺 栓将减速机紧固在立磨基础底板上,同时通过减速机箱体 底板上预钻的定位销孔,与立磨基础底板同钻铰定位 第二章 减速器箱体的装配工艺 21 坡口形式与焊接技术 211 坡口指的是为了保证焊接质量,在焊接前对工件需要焊接处进行的加工,可以气割,也可以切削而成,一般为斜面,有 减速器箱体焊接生产工艺规程编制 百度文库2021年12月10日 — 9研究与探索ResearchandExploration工艺流程与应用中国设备工程0005上1 箱体材料选用 以滚轮架减速机附图箱体为例,此类箱体承受的负载较大,因此,对其强度要求较高,同时,为保证焊接质量和效果,又要求材料的碳当量不能太高,保证所取材料的焊接性;为保证材料的通用性和合理的成本,选择Q345B 减速机焊接箱体制作工艺探讨 道客巴巴2021年7月30日 — 3、减速机输出法兰与行星架脱开后 吊出输出法兰; 4、拆除推力瓦处的所有润滑、高压油管,吊出12块推力瓦及推力瓦座 从根本上解决了设备隐患,保证了立磨运转,维持生料成品的稳定产出,满足了窑的运转。立磨KMP710减速机 浅谈立磨主减速机(KMP710)诊断监测与故障处理 水泥网
.jpg)
减速机箱体焊接工艺流程 百度文库
减速机箱体焊接工艺流程3、先把减速机箱体从平台吊出,使箱体的焊缝处于程度状态,再完成其他的跳焊后,停止盖面焊接。4、焊接箱体内侧焊缝,满焊当然也需要按照相关的要求操作。 5、需要注意的是以上的所有焊接都是采用对称焊接的方式。减 【最全PPT】立磨减速机的结构及使用维护三、JLP400减速机的结构形式及特点主要技术参数传递功率:3700 、联接 八.膜片(鼓形齿)联轴器的安装、联接 九.试运转与使用维护 一 .故障分析与排除 在现场拆开减速机箱体与输出法兰的包装 ,检查 【最全PPT】立磨减速机的结构及使用维护 百度文库立磨减速机的结构及使用维护 目录 一.立式辊磨工作原理 二.立磨减速机安装示意,功能及基本要求 三.JLX减速机的结构形式及特点 四.JLP400减速机的结构形式及特点 五.JLT400减速机的结构形式及特点 六.减速机的安装 七.油站的安装、联接 八.膜片(鼓形齿)联轴器的安装、联接 九.试运转与 立磨减速机的结构及使用维护 PPT 百度文库JLXM340立磨减速机结构介绍(内齿圈与箱体连接部分) 支撑块 支撑架 JLXM系列立磨减速机结构介绍 JLXM340立磨减速机结构介绍(内齿圈与箱体连接部分) 中心销 支撑架 JLXM系列立磨减速机结构介绍 JLXM340立磨减速机结构介绍(内齿圈与箱体连接部分)JLXM系列煤立磨减速机介绍 百度文库

XGDC160/550高低压稀油润滑装置使用说明书(上) 百家号
2022年7月1日 — 概述: 本高低压稀油润滑装置,用于立磨减速机,对静压油膜轴承与齿轮箱提供润滑。高低压稀油润滑站主要由齿轮泵(低压)装置(两台)、轴向柱塞泵(高压)装置(两台)、双筒网片式过滤器(两台)、板式换热器、油箱、阀门、管道等组成,高低压稀油润滑站为整体式结构。2021年1月29日 — 我也在设计焊接减速器箱体,这个区别网上有的,减速器箱体的传统型式为铸造结构回,若改用钢板材焊接制造,由于答钢的强度比铸铁高3倍,刚度比铸铁高25倍,因此焊接结构箱体可节约大量金属材料考虑空间和重量,焊接结构能保证获得更大的刚度,而且结构紧凑减速机壳体怎么焊接减速器 焊接箱体 与铸造的 区别激光 立磨减速机安装在磨机内部的磨盘之下,不仅要传递转动磨盘所需的转矩, 承载能力:150~2300KW 主要优点: 结构简单、安全可靠;效率高、运转平稳;易与 JLXM系列煤立磨减速机介绍 百度文库JLX(VBP)系列减速机结构图 JLX20~JLX220立磨减速机 结构特点: 第1级伞齿轮+第2级行星传动; 承载能力:150~2300KW 主要优点: 结构简单、安全可靠;效率高、运转平稳;易与安装维护等 回油孔 外部油标 立式辊磨减速机的结构形式、安装及使用维护立磨减速机的结构及使用维护 百度文库

LUM超细立磨黎明重工科技股份有限公司
2024年2月19日 — LUM超细立磨 单机介绍: LUM系列超细立式磨是黎明重工结合多年的各种磨机研发制造经验,以LM系列立式磨为基础,借鉴德国超细立磨的相关技术,是一种集超细粉磨、分级、输送于一体的超细制粉行 2019年10月20日 — 减速机底座是铸铁的,如果出现断裂以后,一定要把裂纹坡口磨好,然后用高抗裂的,强度达到480MPA抗拉强度级别的进口铸铁焊条WEWELDING777冷焊工艺焊接,就是不用预热和不用保温处理的,把焊口的坡口分段成几段,用分段跳跃焊接的方法 减速机底座是铸铁的,铸铁底座断了,用什么办法修补?对国外大型立磨减速机的探讨高低压油站外,还设有轴承温度和底座振动等检测,现场测量一轴承温度为81度,底座振动 16mm/s,设计要求 4~6mm/s时,报警并停车。与其他减速机不同的是行星轮轴承采用滑动轴承,即巴氏合金直接澆注在行星轮轴上。整机重量对国外大型立磨减速机的探讨 百度文库2016年2月19日 — 1XGDB120350高低压稀油站贵州黔沪水泥有限责任公司2013年2月26日整理缪维纲2注意事项1、安装、使用前,请仔细阅读说明书。2、油箱和电柜外壳必须可靠接地,以确保人立磨减速机油站使用说明 豆丁网
.jpg)
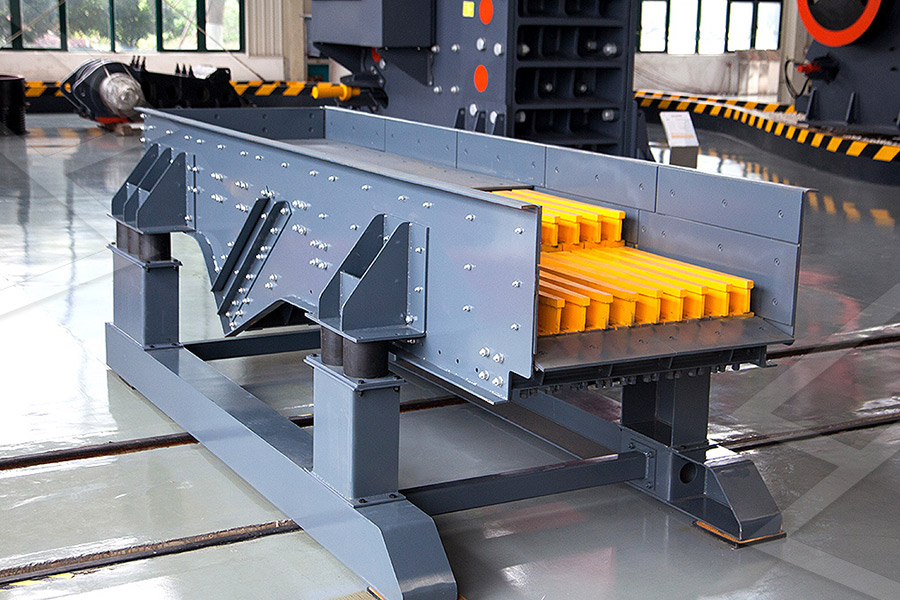
铸铁机架与焊接机架特点比较 焊接机架 机架和箱体
2024年9月18日 — 铸铁机架与焊接 机架特点比较 焊接机架分页导航 铸铁机架与焊接机架特点比较 焊接件设计中一般应注意的问题 1.单件小批生产的大、中型机架2.特大型机架,如大型水压机横梁,底座及立柱,大的轧钢机机架和颚式破碎机机架等,可采用小拼大的 2021年6月7日 — 为了跟上市场形式,满足客户的需求,达到生产和环保的要求,我公司根据水泥行业的输送设备特点,优化设备设计,箱体材料螺栓连接避免箱体开裂现象、箱体内部采用高强耐磨钢板具有较长使用寿命,通过配备进口的振动电机及复合弹簧装置,开发生产了新型的立磨排渣振动给料机。立磨排渣振动给料机 南京派飞特机械有限公司2018年8月23日 — 立磨减速机结构与使用维护ppt,立式辊磨工作原理 立磨减速机安装示意,功能及基本要求 JLX减速机的结构形式及特点 JLP400减速机的结构形式及特点 JLT400减速机的结构形式及特点 减速机的安装 油站的安装、联接 膜片(鼓形齿)联轴器的安装、联接 试运转与使用维护 故障分析与排除 一、立式辊磨 立磨减速机结构与使用维护ppt 57页 VIP 原创力文档立磨主减速机整体更换施工方案413现场检修负责人对现场要进行全程安全监控,对现场存在的隐患及时的进行整改和处理;414要 6、顶起磨盘:做好减速机输出法兰与磨盘原装记号,要求1人在减速机上部磨盘内指挥及测量顶起磨盘高度,4人 立磨主减速机整体更换施工方案百度文库

立式磨机减速机手册 百度文库
立式磨机减速机手册23齿轮联轴器G源自文库ar coupling该减速机在两级齿轮传动之间设置了鼓形齿联轴器,其作用是连接两级齿轮之间的传动。 由于齿轮联轴器的内齿套也随行星级中的太阳轮一起浮动,所以联轴器齿轮也采用合金钢材料来制造。2014年3月25日 — 摘要箱体零件是一种典型零件,其加工工艺规程和工装设计具有典型性。该箱体零件结构复杂,零件毛坯采用铸造成形。在加工过程中,采用先面后孔的加工路线,以保证工件的定位基准统一、准确。为了消除切削力、夹紧力、切削热和因粗加工所造成的内应力对加工精度的影响,整个工艺过程分为 减速箱体的机械加工工艺及夹具设计(含全套CAD图纸)会员中心 VIP福利社 VIP免费专区 VIP专属特权南高齿立磨减速机样本百度文库2019年5月30日 — 近日,由南高齿研制的MLXSS800M双行星立磨减速机成功投料运行,该矿渣立磨减速机用于配套江苏大峘集团总包滦南联旭建材有限公司2×150万吨矿渣粉磨生产线。产品设计功率7800kW,是南高齿M系列立磨齿轮箱平台目前最大的型号。 上图为南高 再创佳绩南高齿7800kW立磨减速机成功交付 南高齿集团
.jpg)
矿渣立磨减速机故障状态的检测与诊断分析百度文库
矿渣立磨减速机故障状态的检测与诊断分析图1 4号传感器2010年7月19日和7月31日的时域图其中左图1为7月19日的时域图,右图1为7月31日的时域图。 分别对这两个时间点的信号进行快速傅立叶变换(FFT),变换后的频谱如图5所示:图2 4号传感器2010年7月 2012年5月5日 — 更换减速机油站低压供油过滤器滤芯。(3)更换一级行星轴承、二级行星轴承、伞 齿轴上下轴承、输入轴等减速机内部所有轴承。在更换减速机所有轴承之后及完成维修恢 复后试机,减速机机空载时振动值为01 mm/s,立磨开机满载时振动值 立磨减速机轴承损坏的诊断与处理 bearing原料磨主减速机油站说明书2、吸入真空超出规定值(进油管堵塞、滤器堵塞)3、进油管吸入空气或油中混入大量空气按项排除3泵不出油1、有大量空气吸入2、电机转向反向百度文库3、进、排油管反向4、油粘度太大按项排除4电机超载1、泵的压力高于额定值原料磨主减速机油站说明书百度文库M3RSF70型减速机箱体轴承孔磨损修复工艺接过程中容易出现裂纹,以及白口化倾向较大,成为铸铁焊接的难点,如何得到能够满足使用要求的焊缝组织,其中焊补工艺的选取尤为关键。1 焊补工艺(1)焊接方式采用焊条电弧冷焊方式焊补M3RSF70型减速机 M3RSF70型减速机箱体轴承孔磨损修复工艺 百度文库

JLXM系列煤立磨减速机介绍 renrendoc
2021年12月2日 — 1、1会计学JLXM系列煤立磨减速机介绍系列煤立磨减速机介绍立磨设备的基本特点典型立磨结构: 莱歇立磨 MPS立磨选粉机磨辊磨盘及衬板减速机主电机选粉机磨辊磨盘及衬板减速机立磨减速机的运用 立磨减速机安装在磨机内部的磨盘之下,不仅要传递转动磨盘所需的转矩,还要承受磨盘的重量和磨辊 2016年10月29日 — 立磨主减速机整体更换施工方案13现场医疗救护员若发现触电者呼吸或呼吸心跳均停止,则立即进行人工呼吸或同时进行体外心脏按压,并坚持不间断进行,送往医院途中不能放弃救治。14 立磨主减速机整体更换施工方案百度文库立磨减速机的结构及使用维护演示文稿高压油的16路出口中任意4个口同时压力小于23MPa(压力低开关闭合),声光报警 为保证减速机精确定位及保证安装后的长期使用,减速机底面与 基础底板锈蚀在一起,应在基础底板表面上均匀涂以一层 立磨减速机的结构及使用维护演示文稿百度文库MLX立式磨机齿轮箱概况 技术特点 广泛应用于建材、电力、冶金等行业。 结构:采用伞齿轮+行星齿轮直接传动,减速机与磨机融为一体,输出法兰直接与磨盘相联接来传递扭矩,同时随受来自磨辊的压力。MLX立式磨机齿轮箱概况 齿轮箱制造专家
.jpg)
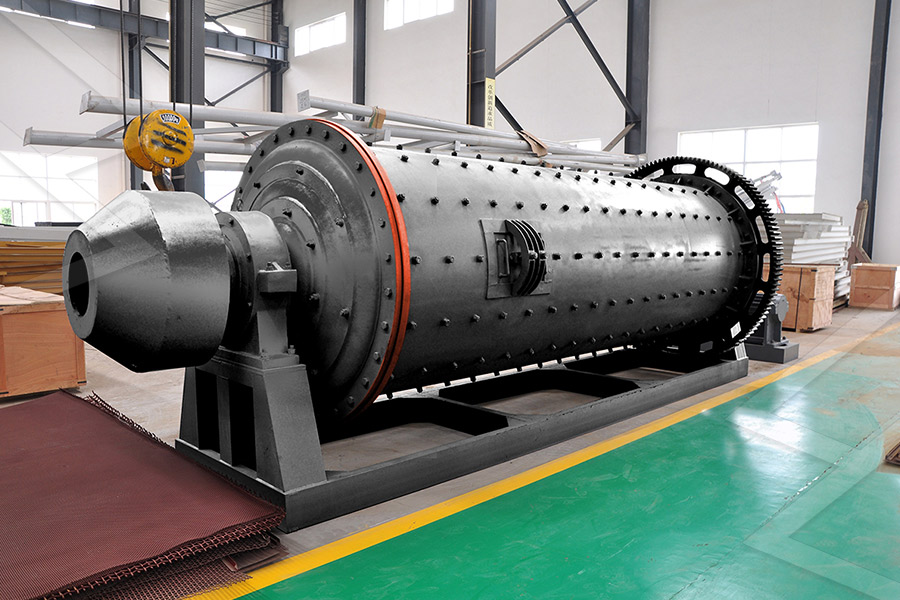
立磨百度百科
电动机通过 减速机 带动磨盘转动,物料从下料口落到 磨盘 中央,在离心力的作用下向磨盘边缘移动并受到 磨辊 的碾压,粉碎后的物料从磨盘边缘溢出,同时被来自喷嘴环(风环)高速向上的热气流带至与立磨一体的 高效 生产能力 318t/h 成品细度 4003000目 上海黎明重工结合多年磨粉机生产经验,引进台湾和德国超细立磨技术,设计开发出一款集磨粉、分级、输送、二次选粉、成品包装于一体的新型超细粉磨设备—CLUM系列超细立式磨粉机,产品细度可达到4003000目,突破了 超细立式磨粉机2008年12月29日 — 如何确定一级圆柱齿轮减速器箱体的中心高齿轮减速器箱体中心高是这样确定的:考虑齿轮润滑及冷却,需要有一定的装油量,并使脏油能够沉淀,因此箱体底部内壁与大齿轮顶圆的距离应该大于8~12倍的齿轮模数,并且不小如何确定一级圆柱齿轮减速器箱体的中心高 百度知道减速器箱体焊接生产工艺规程编制a对焊接接头进行检测,确保焊接质量符合要求。b对焊接接头进行喷砂处理,去除焊渣和氧化层。c进行外观检查,确保焊接接头无裂纹、变形等缺陷。五、质量控制1在焊接过程中,进行焊口外观和尺寸的抽检,确保焊接减速器箱体焊接生产工艺规程编制 百度文库

关于焊接工艺的所有基础知识,都在这里了! 知乎
2023年8月3日 — 01 焊接接头的种类及接头型式 焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。 (1)对接接头 两件表面构成大于或等于135减速机焊接箱体工艺要求减速机焊接箱体工艺要求一:箱体组装前准备:(适用于上、下箱体)1按焊接箱体的图纸进行小件下料,按图纸要求打坡口。2轴承座进行粗铣加工结合面,其余焊接结合面应打磨光洁,去除型沙等杂质。减速机焊接箱体工艺要求 百度文库2023年6月19日 — 粉磨过程 物料的粉磨过程是:电动机通过减速机带动磨盘转动,物料从下料口落到磨盘中央, 在离心力的作用下向磨盘边缘移动并受到磨辊的碾压,粉碎后的物料离开磨盘,被高速向上 的气流带至与立磨一体的分离器,粗粉经分离器后返回到磨盘上,重新粉 ATOX立磨专业资料 豆丁网JLP250减速机行星轮开裂原因分析行星轮太阳轮中心距476mm。 3.2 行 星轮 的 受 力分 析 首先 ,在太 阳轮的推动下运转 ,受 到周 向力和径 向力 的作用 ;其 二 ,与内齿 圈 啮合 ,内齿 圈的周 向和径 向反 力 作用其上 ;其三 ,行 轮轴作用其上 的索引 JLP250减速机行星轮开裂原因分析 百度文库

国内主要大型立磨减速机(4200kW及以上)产品对比分析百度文库
国内主要大型立磨减速机 (4200kW及以上)产品对比分析(3)该减速机的箱体在设计上使磨机的巨大载荷直接通过推力轴承传入地下,减速机箱体采用焊接结构,筒体的厚度比国外的要厚10mm,推力轴承的中心与筒体重和,为了增加箱体的刚度,有内外主加强筋17块和12 2021年12月10日 — 9研究与探索ResearchandExploration工艺流程与应用中国设备工程0005上1 箱体材料选用 以滚轮架减速机附图箱体为例,此类箱体承受的负载较大,因此,对其强度要求较高,同时,为保证焊接质量和效果,又要求材料的碳当量不能太高,保证所取材料的焊接性;为保证材料的通用性和合理的成本,选择Q345B 减速机焊接箱体制作工艺探讨 道客巴巴2021年7月30日 — 3、减速机输出法兰与行星架脱开后 吊出输出法兰; 4、拆除推力瓦处的所有润滑、高压油管,吊出12块推力瓦及推力瓦座 从根本上解决了设备隐患,保证了立磨运转,维持生料成品的稳定产出,满足了窑的运转。立磨KMP710减速机 浅谈立磨主减速机(KMP710)诊断监测与故障处理 水泥网减速机箱体焊接工艺流程3、先把减速机箱体从平台吊出,使箱体的焊缝处于程度状态,再完成其他的跳焊后,停止盖面焊接。4、焊接箱体内侧焊缝,满焊当然也需要按照相关的要求操作。 5、需要注意的是以上的所有焊接都是采用对称焊接的方式。减 减速机箱体焊接工艺流程 百度文库
.jpg)
【最全PPT】立磨减速机的结构及使用维护 百度文库
【最全PPT】立磨减速机的结构及使用维护三、JLP400减速机的结构形式及特点主要技术参数传递功率:3700 、联接 八.膜片(鼓形齿)联轴器的安装、联接 九.试运转与使用维护 一 .故障分析与排除 在现场拆开减速机箱体与输出法兰的包装 ,检查 立磨减速机的结构及使用维护 目录 一.立式辊磨工作原理 二.立磨减速机安装示意,功能及基本要求 三.JLX减速机的结构形式及特点 四.JLP400减速机的结构形式及特点 五.JLT400减速机的结构形式及特点 六.减速机的安装 七.油站的安装、联接 八.膜片(鼓形齿)联轴器的安装、联接 九.试运转与 立磨减速机的结构及使用维护 PPT 百度文库JLXM340立磨减速机结构介绍(内齿圈与箱体连接部分) 支撑块 支撑架 JLXM系列立磨减速机结构介绍 JLXM340立磨减速机结构介绍(内齿圈与箱体连接部分) 中心销 支撑架 JLXM系列立磨减速机结构介绍 JLXM340立磨减速机结构介绍(内齿圈与箱体连接部分)JLXM系列煤立磨减速机介绍 百度文库2022年7月1日 — 概述: 本高低压稀油润滑装置,用于立磨减速机,对静压油膜轴承与齿轮箱提供润滑。高低压稀油润滑站主要由齿轮泵(低压)装置(两台)、轴向柱塞泵(高压)装置(两台)、双筒网片式过滤器(两台)、板式换热器、油箱、阀门、管道等组成,高低压稀油润滑站为整体式结构。XGDC160/550高低压稀油润滑装置使用说明书(上) 百家号

减速机壳体怎么焊接减速器 焊接箱体 与铸造的 区别激光
2021年1月29日 — 我也在设计焊接减速器箱体,这个区别网上有的,减速器箱体的传统型式为铸造结构回,若改用钢板材焊接制造,由于答钢的强度比铸铁高3倍,刚度比铸铁高25倍,因此焊接结构箱体可节约大量金属材料考虑空间和重量,焊接结构能保证获得更大的刚度,而且结构紧凑立磨减速机安装在磨机内部的磨盘之下,不仅要传递转动磨盘所需的转矩, 承载能力:150~2300KW 主要优点: 结构简单、安全可靠;效率高、运转平稳;易与 JLXM系列煤立磨减速机介绍 百度文库JLX(VBP)系列减速机结构图 JLX20~JLX220立磨减速机 结构特点: 第1级伞齿轮+第2级行星传动; 承载能力:150~2300KW 主要优点: 结构简单、安全可靠;效率高、运转平稳;易与安装维护等 回油孔 外部油标 立式辊磨减速机的结构形式、安装及使用维护立磨减速机的结构及使用维护 百度文库